
The Ball Hone is self-centering, self-aligning to the bore, and self-compensating for wear.
Ball hones provide, a great surface finish and will make, your next re-ring job a success !
The ball hone tool, is great if you are only trying to, freshen a cylinder prior to re-ringing. Because, it is not a material removal tool.
The Ball Hones job, is to create a consistent cross hatch, on the bore surface. So, the oil has something to cling to. Without this cross hatch, the oil will simply flow away, without doing its job.
So, in your engine, the pistons ride up and down, maintaining a tight seal via the piston rings. But, over time, the constant rubbing of the rings against the cylinder wall, can polish it. Then, you end up with a very smooth finish.
This Creates Problems In Two Ways:
- Firstly, the lubricating oil in the engine, will not adhere properly to the mirror smooth surface, and friction is increased.
- Secondly, while breaking in newly installed piston rings, a minute amount of wear, must occur between rings and cylinder wall. Consequently, in order to seat the rings properly, and ensure a air tight seal.
Because, if the cylinder walls are too smooth, this wear will not occur, with the rings “skimming” over the polished surface.
What Diameter Ball Hone Should I Use
Ball Hones are made oversize. So, you need to choose the size, based on the size of your cylinder. If your cylinder is a non-standard size, select the next largest size. For example, for a cylinder that has been machined to 3-3/8”, choose a 3-1/2” hone. The “flex” that’s built into the ball hone, will adjust to the size difference. The degree of oversize, creates pressure and a soft cutting action on cylinder walls.
What Grit Ball Hone Should I Use

So, the higher the number, the finer the grit. The most commonly used grits for engine building work, runs from 120 to 400. Hone grit is one of those topics, that will vary vastly, from the many ring designers. For a basic re-ring job, just use the grit recommended by the ring manufacturer you are using. They will suggest the proper grit, for the ring type you are using. ( Ring Types: Iron rings, Chrome rings, Moly Rings, Plasma Rings )
Recommended Steps, To Ball Hone Your Cylinders For New Rings
There are several steps in refinishing your cylinders, in preparation for new rings. The first of course is to remove all bearings, leaving a bare engine block. The metal from the honing or deglazing process with go everywhere. Note that the worst thing about honing, is the block cleanup. So, you can never spend to much time cleaning your block.
With the engine bare and cylinder ridged reamed, place the ball hone in a hand drill or drill press. Lubricate the cylinder, with 10-30wt oil or ball hone oil (recommended). Spread the lubricant in the bore, with a brush or your fingers. Make sure the cylinder is completely covered.
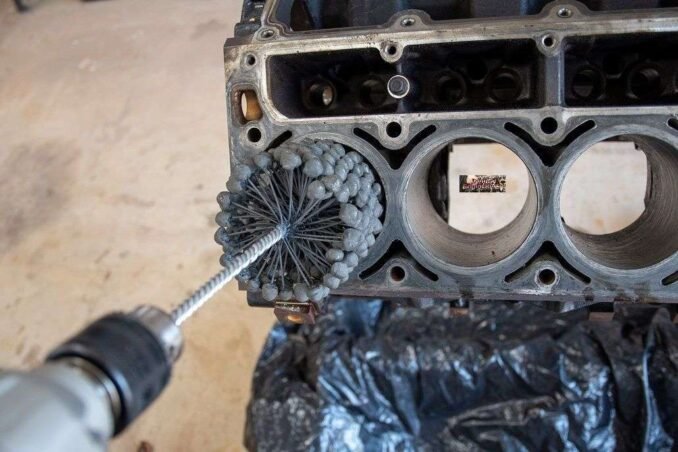
For the first use of a new ball hone, lubricate the ball hone and bore walls completely several times. Because, the ball hone itself, will absorb some of the oil. Future cylinder honing, will not require as much oil, as the first was with a new ball hone. Insert the lubricated ball hone, with the drill rotating slowly, while inserting into the bore. With the ball hone in the lubricated bore, run the drill at 600-800 rpm. And, with a vigorous motion up and down in the bore for 40-60 strokes.
How Vigorous A Motion
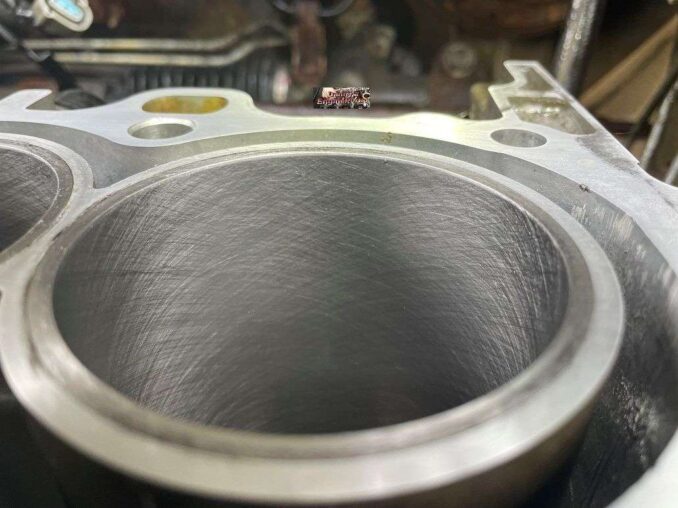
Basically, as fast as you can move your arms. You are seeking a 45 degree crosshatch in the bore. If you are not achieving a good crosshatch, then you will need to slow the drill speed down. Consequently, to achieve a MUST HAVE 45 degree crosshatch. Run the drill for 40-60 rotations and wipe the bore with a clean cloth. Inspect the bore.
If a dull grey is visible (it will stand out from the freshly honed surface). Then, continue until the bore is completely resurfaced. While honing, continue to squirt oil into the bore, as a medium to wash away the cylinder material. Once the bore dull grey color is not visible, STOP honing.
Achieving The Proper Cylinder Crosshatch Pattern

Another misunderstood and highly discussed topic is, the subject of cross hatch angle. The resulting cross hatch angle produced by the ball hone, is strictly a function of stroke rate versus (RPM). So, the angle of the scratches in the crosshatch pattern, should be about 27 – 45 degrees. Above all, 45 degrees would be the best. And, is suggested by, most OEMs and ring manufacturers.
The Crosshatch Angle Should Be Consistent Throughout The Cylinder Walls:
- So, if the crosshatch angle is too steep, the cylinder walls will not retain sufficient oil. And, oil is needed to aid in the rings seating process. The problem is that the rings will pump oil, and rings will rotate too quickly. As a result, leading to accelerated ring and ring groove wear.
- However, too shallow of a angle, can cause a chattering affect, as the ring passes over the valley. Consequently, preventing the ring from receiving proper lubrication again. As a result, leading to excessive piston ring wear, and excessive ring break in time. Also, the possibility of engine smoking with no ring seating.
To achieve the desired 45 degree crosshatch, run the drill at 600-800 rpm. And, vigorously, run the drill up and down in the bore. This vigorous movement of your arm is exhausting.

But, you only need to run the tool in the bore, for 10-15 seconds. Then inspect the cylinder surface. If you see a dull grey surface, that indicates the ball hone was ineffective in that area. So, continue to run the hone, until the complete bore, exhibits a fresh cut with a cross hatch pattern.
The Most Important Step After Ball Honing, Is Cleaning Everything

Conclusion
Use a nylon cylinder wash brush, and a clean cloth. Then, soak in warm soapy water, and run up and down the bore. Continue this process, while flushing the bore with warm soapy water. The goal is to, remove every microscopic particle, that is embedded in the cylinder wall grooves.

So, after extensive scrubbing, take a clean white lint free cloth, with warm water. And, wipe up and down the cylinder bore with force. Next, inspect the cloth, if you see grey on the cloth, go back, and clean the bore again.

Repeat until you see, no grey on the white cloth. Once each and every bore is perfectly clean, then coat each cylinder with oil to preserve until piston placement.
BY DANNY BENDER


