Head Bolt Torque Installation and Head Gasket Reliability
Problems with head bolts are one of the leading causes of installation-related head gasket failure.
Even the best gasket will not seal properly if the cylinder head is not clamped correctly.
Whether you’re working on a daily driver or a performance engine, correct head bolt torque is critical to long-term reliability.
Use the Correct Bolts and Torque Procedure
Always follow the vehicle manufacturer’s latest torque specifications and tightening procedures. Many modern engines use a torque-plus-angle method rather than a single torque value, and this must be followed exactly.
Do not reuse torque-to-yield (TTY) bolts.
- These bolts are designed to stretch during installation and must always be replaced.
Reuse of standard head bolts.
- Standard (non-TTY) bolts may be reusable only if permitted by the manufacturer and after careful inspection. When in doubt, replacement is the safest option.
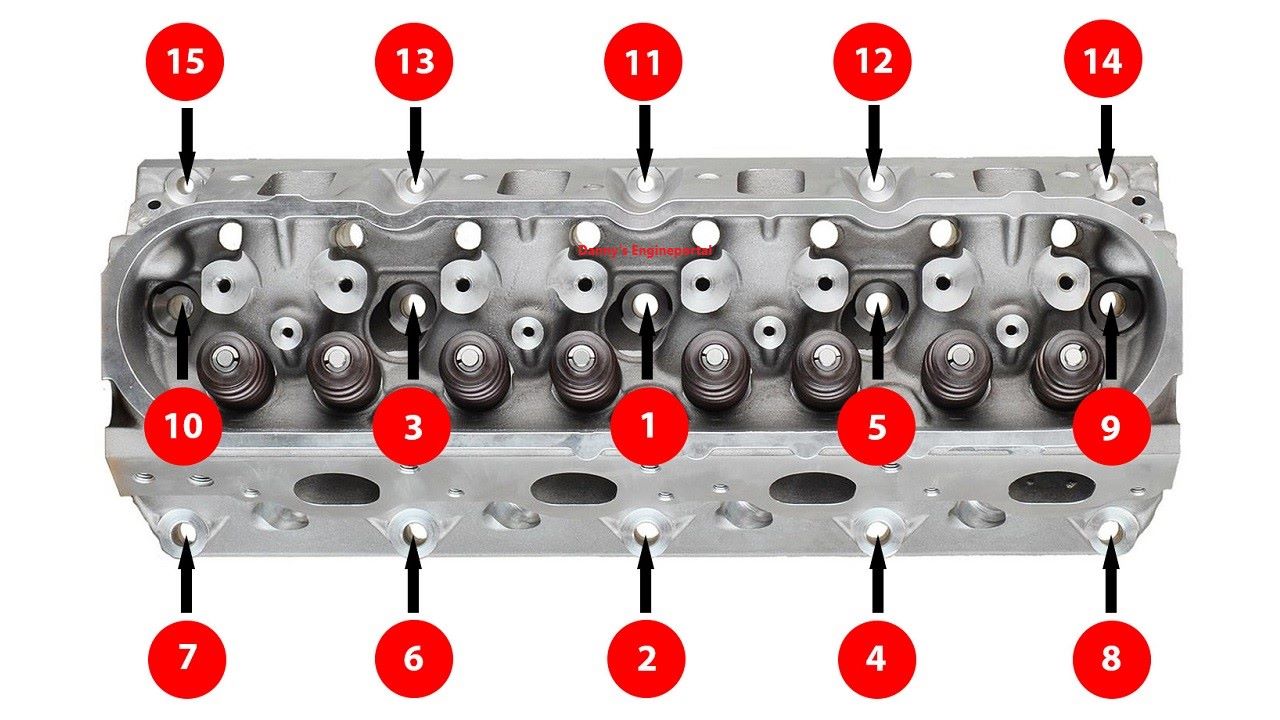
Typical Head Bolt Torque Sequence
Most engines use a center-out tightening pattern to evenly distribute clamping force.
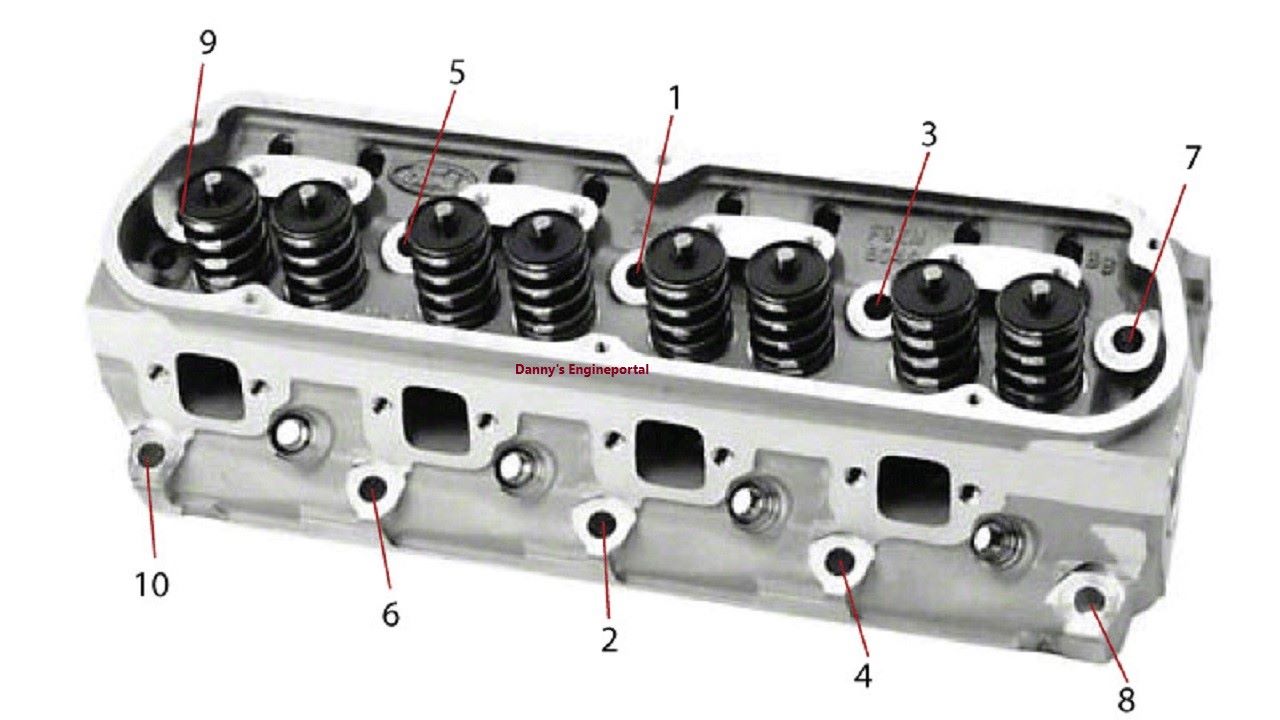
- Above all start from the center bolts
- Then work outward in a crisscross pattern
- Finally tighten in multiple stages (for example: 30 lb-ft → 60 lb-ft → final spec or angle)
NOTE: Always verify the exact sequence for your specific engine.
Real-World Example (GM LS Engine)
A typical LS head bolt torque procedure looks like this:
- Step 1: Tighten all bolts to 22 lb-ft
- Step 2: Turn all bolts 90°
- Step 3: Turn all bolts another 70°
- Step 4: Tighten smaller top bolts separately (usually 22 lb-ft + angle)
This is a classic torque-plus-angle + TTY bolt setup, meaning:
- Bolts must be replaced
- An angle gauge is required
- Following the sequence exactly is critical
Inspect and Prepare Threads Properly
Correct clamping force depends on clean, undamaged threads:
- Inspect all bolts for corrosion, nicks, or signs of stretching
- Compare bolt lengths—replace any that appear longer than others
- Clean all bolt threads and threaded holes thoroughly
- Use a thread chaser (preferred) or a bottoming tap carefully to clean threads
Dirty or damaged threads can cause inaccurate head bolt torque readings and significantly reduce clamping force.
Head Bolt Lubrication Matters

Always follow manufacturer recommendations for lubrication:
- Some engines require engine oil, others specify assembly lube, or even dry installation
- Apply lubricant consistently to threads and under the bolt head only if specified
- Always use thread sealant on bolts that enter coolant passages
Incorrect lubrication can drastically change torque readings and clamping force.
Surface Finish and Flatness Are Critical
Improper surface condition is a major cause of head gasket failure:
- Ensure both the cylinder head and engine block are clean, flat, and within specification
- Match surface finish to the gasket type (especially important for MLS head gaskets)
- Always avoid aggressive abrasives that can create low spots or leave debris behind
Avoid Using Unnecessary Sealants
Most modern head gaskets are designed to be installed dry:
- Do not use sealants unless explicitly required
- Some chemicals can react with gasket coatings and cause leaks
- Head bolt torque can be compromised if used incorrectly
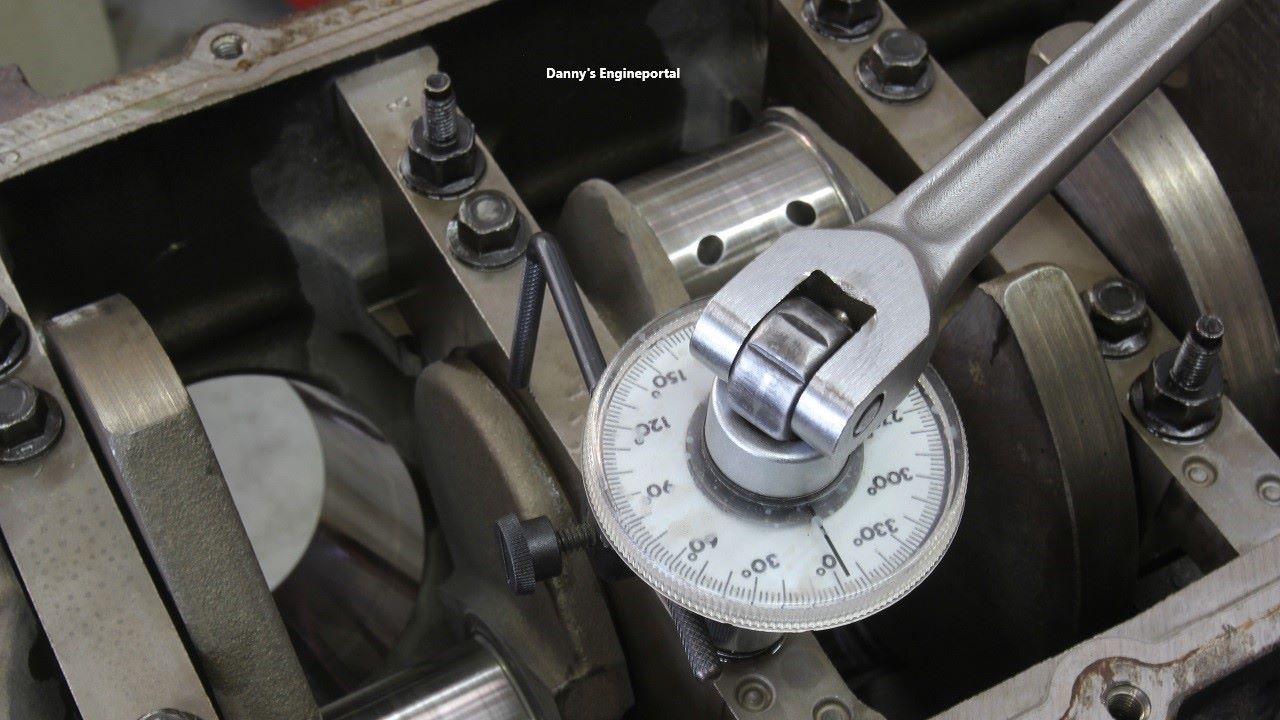
Torque Wrench Accuracy and Technique
Accurate torque application is essential for proper sealing:
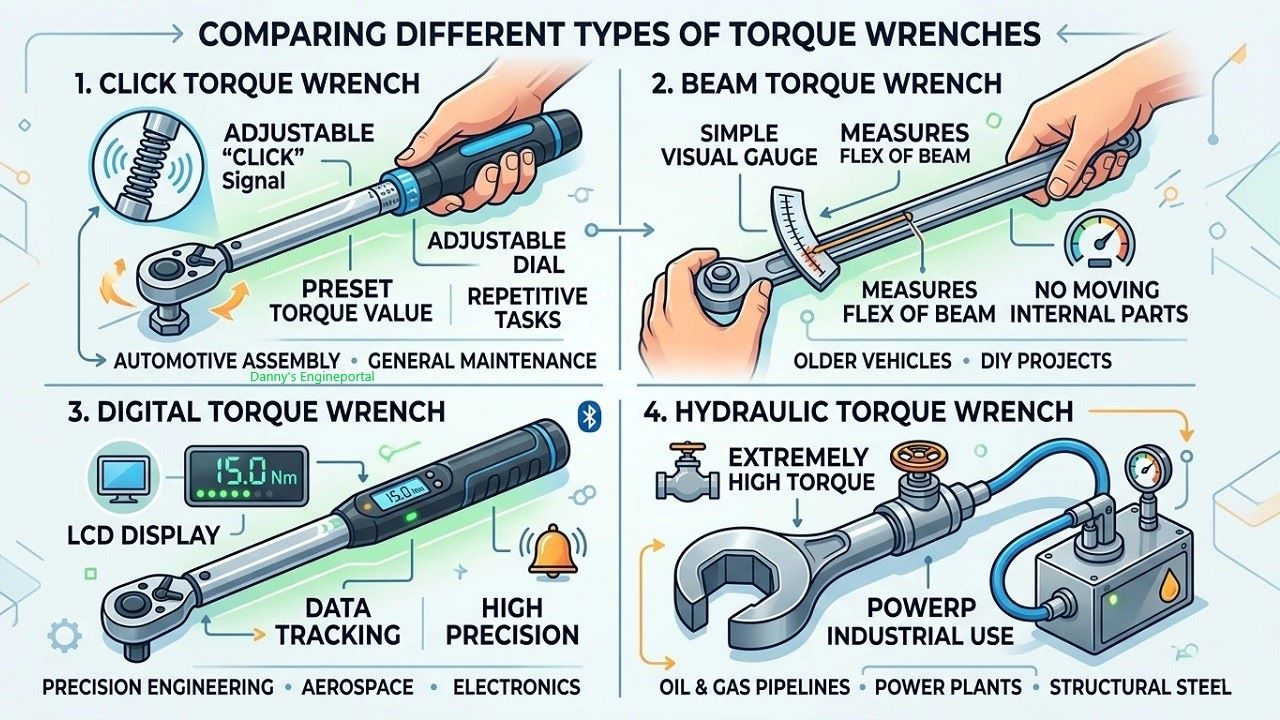
- Use a quality torque wrench (click-type or beam-type)
- Check calibration periodically, especially with heavy use
- Always follow the correct tightening sequence and torque stages
- Use an angle gauge when a torque-plus-angle method is specified
Additional Head Bolt Torque Installation Tips
- Make sure bolts do not bottom out in blind holes
- Use washers only if required by design
- Follow the correct bolt tightening sequence
- Apply torque in stages as specified
- Follow manufacturer instructions for any required re-torque procedure
Final Notes
Some engines require a re-torque after initial operation, but many modern engines do not. So always follow manufacturer guidelines for your specific engine.
Conclusion
Finally, proper head bolt torque is just as important as the gasket itself. Always use the correct bolts, prepare threads and surfaces carefully, and following precise torque procedures. As this will significantly reduce the risk of head gasket failure.