File fit piston rings, are the next level of evolution, to properly seal your engines cylinders.
So, the most critical thing to check when installing new piston rings, is the end-gap.
Consequently, using file fit piston rings, allows for complete control of piston ring end-gap for various applications.
Firstly, using file fit piston rings is the most precise way, to seal the cylinder. Properly setting piston ring end-gaps on file fit piston rings, is a must. Because, it allows for minimum combustion pressure, to pass between piston and cylinder bore.
Signs of worn piston rings, is the biggest reason for replacement. Above all, when using file fit piston rings, you must start with a perfectly straight bored and honed cylinder.

So, What Do File Fit Piston Rings Actually Do
Piston rings perform a number of duties in an engine:
- Seal combustion pressure and gases in the chamber.
- Consequently, preventing them from passing by the piston, and into the crankcase.
- Stabilize the piston as it travels up and down the cylinder bore.
- Helps cool the piston, by transferring most of the piston’s heat, into the block’s cylinder bore.
- Meter the film of oil on the bore surface during operation.
Piston rings have to perform all these functions, under the most extreme conditions. As a result, premium ring sets should always be used. Along with, properly file-fitting the piston rings to adjust the end gap, is critical to the performance of the engine.
Common Piston Ring Configuration
Piston rings come in sets for each piston. Ring type and material depend on the application and desired usage. The typical ring package consists of, two compression rings and an oil ring.

Compression Rings
The top two rings are called compression rings, and seal the combustion pressure in the cylinder. Compression rings seal to the bore via radial tension, and combustion pressure. Radial tension is what you feel when you compress the ring by hand. The push-back as the ring wants to reopen. It also helps push the ring into the bore surface, and seal the gap between piston and cylinder wall. In operation however, much of the sealing comes from combustion gases that slip behind the ring. Consequently, that combustion pressure is what helps, push the ring away from the piston and into the bore.
Oil Rings
The bottom oil ring is actually made up of, three different rings. Two narrow rails and one expander. The oil rings main function is to control the amount of oil that makes it, between the piston and bore. Also, necessary for lubrication, and heat-transfer purposes. Too much oil past the rings ends up in the combustion chamber. And, that can lead to all kinds of problems.
Checking, Piston Ring End-Gap
The most critical thing to check when installing piston rings, is the end-gap.
This gap should be as small as possible during operation, to seal as much combustion pressure as possible. But, large enough to keep the ring ends, from touching, when they expand due to combustion heat. If they do touch, this is called butting. Butting will cause, catastrophic piston and ring failure.
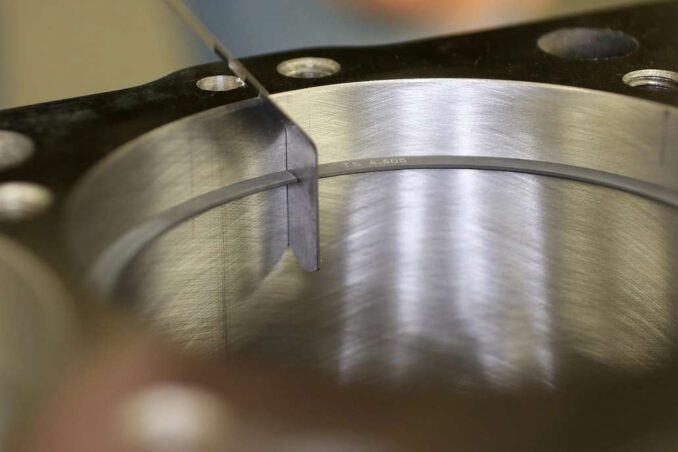
To check the gap, the ring should be placed into the bore, and squared up so that it’s level. You can do this using a ring-squaring tool, or by following the common tip below.
TIP Utilized your old piston and ring assembly as a tool. Remove the top ring from the piston. Subsequently, allowing the second ring to be used, as a depth guide. With the piston upside down, push the new ring into the cylinder.

Push far enough until the second ring on the piston, is resting flush on top of the cylinder. This allows the file fit ring to be level, inside the cylinder for accurate measuring. Once the ring is in the bore, use a feeler gauge to check the gap.
How To Adjust The Gap, On File Fit Piston Rings
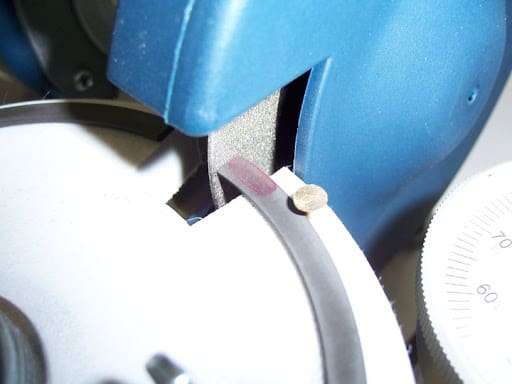
To adjust the gap, the ring must be filed. Check the gap often, and grind slowly to prevent ruining the ring. You can use a flat file secured in a vise.

Make sure to file from the outside of the ring, to the inside. Therefore, preventing chipping of the ring face, and potential coatings. Make sure the cuts are straight by compressing the ring, and holding it up to the light. Look at the gap to make sure it is perfectly straight. If it’s not perfectly straight, work the gap a bit with the file. Make sure you’re not opening it up more than the final gap required.
Another way is to use electric ring filers that make the job easier and more precise.
Repeat this process for every ring.
When file-fitting the rings, The final gap will sneak up on you quickly. Go slowly, removing minimal material at a time, and re-checking the gap often. Remember, you can’t put material back. After a little practice you will be able to gauge how much material is removed, with each pass. It may take several trips back and forth until you reach the desired end gap. So, work steady and be careful not to file off too much.
In an ideal operation, the ring end gaps will be near zero, to trap all of the combustion pressure. But, don’t be tempted to run ring end gaps smaller than the recommended spec (included with all ring sets).
The potential for ring butting and damage, far outweighs any potential power gains. Grind slowly, and make sure the gap is perpendicular to the bore, and not angled.
File Fit Piston Rings, With Torque Plate On Engine
Above all, if you used a torque plate to hone your cylinders, Use one when you fit the rings. If you want to be accurate, do it right the first time. If you have time to file fit rings, take the time and use a torque plate.

File Fit Piston Rings Installation
As for installation order, the top and second rings look very similar to each, at first glance. But, their designs are often quite different. The top ring is subject to the most intense heat and pressure, and the second ring is its “backup”. It does double duty, metering oil that makes it past the lower, oil ring.
Because of this, their designs are sometimes different. So, you need to make sure the right ring, goes in the right piston groove. Ring sets identify the top and second rings, usually by markings on the top of the ring surface.

Once the file-fitting process is complete and the rings are gapped correctly. Then, the rings can be assembled, onto the pistons.
The positioning of the end gap on each ring, is very important.
When looking at the top of the piston, the end gap of the top ring, should be in the 12 o’clock position. The end gap of the second ring, should be at the 6 o’clock position. Place the corrugated ring, at the 12 o’clock position, with one thin ring at 3 o’clock. And, the other thin ring at 9 o’clock.
Conclusion
The actual act of filing rings, can be more complex, than it appears from the outside. Today’s advanced piston rings have special coatings and finishes. So, you need to be extra cautious not to damage that coating, while filing the rings.
When you’re filing rings, you should fit each ring, for each specific cylinder. When you do it this way, you’ll end up with a custom-fit top, and second ring for each cylinder. Finally, doing a cylinder leak down test, will tell you how good a job you actually did.
BY DANNY BENDER